Nella fase iniziale, non essendo ancora disponibili le quantità necessarie di tannini estratti dalle cuticole delle lenticchie, si è proceduto alla messa a punto dei protocolli mediante l’utilizzo di estratti fenolici commerciali (Silvafeed ENC®, Italia) A tale proposito si è proceduto all’estrazione dei composti fenolici presenti nella polvere commerciale e alla loro quantificazione, alla valutazione della stabilità delle soluzioni che verranno utilizzate per alimentare lo spray dryer ed alla produzione delle prime microcapsule.
- Solubilizzazione dei composti fenolici presenti nell’estratto
Utilizzando la procedura di estrazione proposta da Zhang et al. (2015) è stata effettuata la solubilizzazione dei composti fenolici dalla polvere commerciale. A tale proposito, con una singola estrazione da 15 h a temperatura ambiente utilizzando una soluzione metanolica al 70% acidificata con lo 0,1% di HCl, si è avuta la quasi completa solubilizzazione dei composti fenolici nel solvente di estrazione.
- Valutazione della stabilità delle soluzioni che verranno utilizzate per alimentare lo spray dryer
Sono stati prodotti piccoli volumi di soluzioni acquose (circa 50 ml) utilizzando le maltodestrine e la gomma arabica come polimeri di rivestimento nel rapporto 3:2. Tali polimeri sono stati selezionati sulla base di quanto riportato in letteratura. Le microcapsule aventi la gomma arabica e le maltodestrine come shell dovrebbero, infatti, mascherare il sapore dei tannini e portare al rilascio controllato degli stessi a livello del rumine, lì dove avvengono le reazioni di bio-idrogenazione (Putnam e Garrett, 2005). Mantenendo costante tale rapporto, è stato variato il rapporto core:shell (1:10 – 1:5 e 2:5) al fine di poter aumentare la loading capacity e ridurre il quantitativo di polimeri presente nelle microcapsule. Le formulazioni prodotte, sono risultate tutte molto stabili e senza l’apparente presenza di coalescenza o separazione di fase. Andranno quindi valutate in base ai risultati che saranno ottenuti sulle polveri.
- Ottimizzazione del processo di microincapsulazione
L’estratto tannico è stato microincapsulato utilizzando maltodestrine e gomma arabica in qualità di polimeri di rivestimento ed essiccando le soluzioni mediante spray-drying. La composizione delle microcapsule è stata ottimizzata utilizzando il Central Composite Design (CCD) con replica del punto centrale. Il rapporto tra i tannini ed i polimeri (core:shell) (X1) e tra i due polimeri di rivestimento (X2) sono stati selezionati come variabili indipendenti. Queste variabili sono state valutate a tre diversi (-1,0. + 1) che sono inferiore, medio e superiore (Figura 1).

Fig. 1. Central Composite Design per 2 fattori
La loading capacity, l’efficienza di incapsulazione, la resa e il contenuto in tannini sono stati selezionati come risposta del model design (Y). I coefficienti di regressione (β) sono stati ottenuti adattando i risultati sperimentali a un modello polinomiale del secondo ordine; questo modello è stato utilizzato per la superficie di analisi della risposta di seguito riportata (Eq.1)
Yk = β0 +β1X1 +β2X2 +β12X1 X2 +β11X12 +β22X22 (1)
Dove, Yk è la variabile di risposta, X1 e X2 sono le variabili indipendenti. β0, β1, β2 e β12 sono i coefficienti di regressione del modello. Il disegno utilizzato per la l’ottimizzazione della produzione delle microcapsule è stato riportato in Tabella 1. I coefficienti necessari per sviluppare le equazioni matematiche che interpretano il cambiamento della loading capacity, dell’efficienza di incapsulazione, della resa e del contenuto in tannini delle microcapsule al variare del rapporto core:shell e del rapporto MD:GA sono stati ottenuti mediante analisi della varianza ANOVA utilizzando il software XLSTAT. Il valore p del modello, il coefficiente di determinazione (R2), il coefficiente di aggiustamento (R2adj) e il p-value della mancanza di adattamento sono stati utilizzati per la stima dell’adeguatezza dell’equazione polinomiale delle risposte. Tutti i termini del modello sono stati considerati significativi con p value inferiore a 0,05. I grafici della superficie di risposta 3D sono stati generati dal software XLSTAT. Come è possibile vedere dalla Tabella 1 sono stati anche utilizzati 5 punti centrali per verificare la ripetibilità dei dati. Per garantire l’affidabilità del disegno, sono stati selezionati anche i punti stella accanto alle variabili indipendenti. Il protocollo generale per la produzione delle microcapsule si basa sulla preparazione di soluzioni acquose in cui i polimeri di rivestimento, ovvero le maltodestrine e la gomma arabica, sono stati sciolti secondo i rapporti riportati in Tabella 1. Sempre facendo riferimento alla tabella sopracitata, sono stati disciolti nella soluzione dei polimeri di rivestimento i tannini in forma di polvere.
Tabella 1. Matrice CCD a due fattori per la produzione delle microcapsule e fattori corrispondenti
| Osservazione | X1 core:shell | X2MD:GA | Fattore codificato X1 | Fattore codificato X2 |
| Run 1 | 0.5:5 | 4:6 | -1 | -1 |
| Run 2 | 1.5:5 | 4:6 | +1 | -1 |
| Run 3 | 0.5:5 | 6:4 | -1 | +1 |
| Run 4 | 1.5:5 | 6:4 | +1 | +1 |
| Run 5 | 0.29:5 | 5:5 | -1.414 | 0 |
| Run 6 | 1.7:5 | 5:5 | +1.414 | 0 |
| Run 7 | 1:5 | 3:7 | 0 | -1.414 |
| Run 8 | 1:5 | 6.25:3.75 | 0 | +1.414 |
| Run 9 | 1:5 | 5:5 | 0 | 0 |
| Run 10 | 1:5 | 5:5 | 0 | 0 |
| Run 11 | 1:5 | 5:5 | 0 | 0 |
| Run 12 | 1:5 | 5:5 | 0 | 0 |
| Run 13 | 1:5 | 5:5 | 0 | 0 |
I parametri di processo dello spray dryer sono stati i seguenti:
· Inlet temperature: 170°C;
· outlet temperature: 60-65,5° C;
· pressione nella camera: 1,23 mbar;
· pressione di alimentazione: 0,29 bar
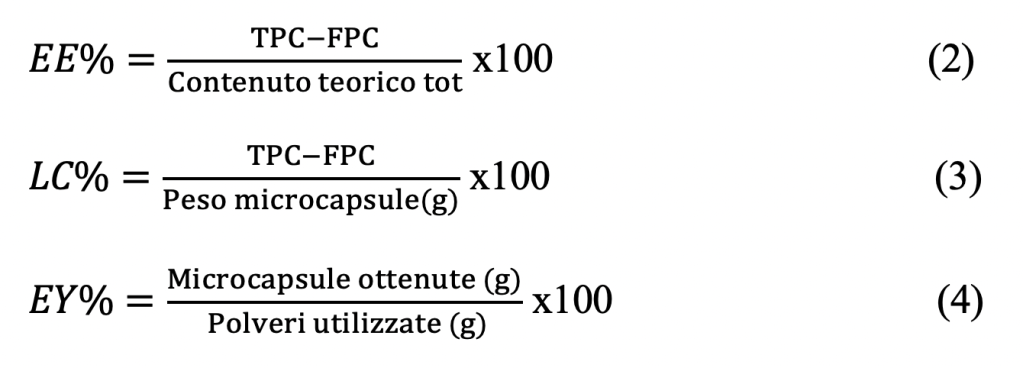
Le microcapsule ottenute sono state valutate in termini di efficienza di incapsulazione (EE%) e loading capacity (LC%) secondo le equazioni (2) e (3). Per ogni formulazione ottenuta è stata inoltre valutata la resa del processo di incapsulazione calcolata in base all’Eq. (4).
Per la valutazione del contenuto totale di composti fenolici (TPC) presenti nelle microcapsule 100mg di polvere sono stati incubati in 1ml di acqua deionizzata. Mediante l’impiego di un bagnetto ad ultrasuoni (Sonorex Super 10P con livello di sonificazione 10), si è proceduto a sonificare per 30 minuti a temperatura ambiente. Trascorso il tempo necessario alla rottura del rivestimento delle microcapsule, sono stati aggiunti 10ml di etanolo e il tutto è stato lasciato in agitazione per altri 30 minuti. Il campione è stato quindi centrifugato a 4500 giri per 10 minuti e filtrato. Si è proceduto quindi alla determinazione dei tannini mediante saggi spettrofotometrici. Per la determinazione del quantitativo di composti fenolici liberi (FPC) a 100mg di polvere sono stati aggiunti 10 ml di etanolo. La soluzione ottenuta è stata agitata delicatamente per 1 min e successivamente centrifugata, a 4500 giri per 10 minuti, e filtrata. Successivamente sono stati quantificati i tannini mediante saggi spettrofotometrici. Inoltre utilizzando XLSTAT è stata creata la superficie di isorisposta e sono stati calcolati i principali coefficienti statistici. In Tabella 2 sono stati riportati i risultati relativi ai responsi della loading capacity, dell’efficienza di incapsulazione, della resa e dei tannini totali delle microcapsule. L’ottimizzazione del processo è stata effettuata mediante 13 trials randomizzati al fine di valutare l’effetto del rapporto core:shell e del rapporto maltodestrine:gomma arabica sulle risposte.
Tabella 2. Risultati relativi alla resa, alla loading capacity, all’efficienza di incapsulazione ed al contenuto di tannini delle microcapsule ottenute in base al disegno sperimentale.

Un modello polinomiale del secondo ordine, descritto dall’Eq. (1), è stato adattato ai valori dei dati sperimentali ottenuti per ciascuna variabile di risposta studiata. I coefficienti di determinazione (R2 e RAdj2) e gli effetti lineari e quadratici dei fattori, nonché la loro interazione, la mancanza di adattamento e la significatività del modello per ciascuna variabile di risposta sono riportati in Tabella 3.
Tabella 3. Coefficienti di regressione del secondo ordine, coefficienti di determinazione (R2 e R2 adj), lack of fit e valori p dei modelli relativi alla capacità di carico (LC), all’efficienza di incapsulazione (EE), alla resa (EY) ed al contenuto di tannini (TC).

I risultati hanno mostrato che il modello matematico utilizzato consente di ottenere buoni coefficienti di determinazione; infatti, secondo Corrêa-Filho et al. (2019), valori di R2 superiori a 0,7 indicano che le equazioni descrivono adeguatamente gli effetti del rapporto core: shell e del rapporto MD: GA su ciascuna variabile dipendente. Nel dettaglio, i modelli implementati spiegano il 99,5%, 79%, 77,8% e 99,7% dei risultati riguardanti rispettivamente LC, EE, EY e TC. Un’ulteriore conferma della validità del modello è data dai valori del lack of fit che sono tutti non significativi (p> 0,05), indicando che i modelli possono adattarsi adeguatamente ai dati sperimentali. L’LC, l’EE e l’EY sono significativamente influenzati dai termini lineari e quadratici del rapporto core: shell (p <0,05), ma non dai termini quadratici del rapporto MD: GA e dall’interazione tra le due variabili. Inoltre, per quanto concerne il parametro TC è presente un effetto significativo dei termini lineari e quadratici di entrambi i rapporti core: shell e MD: GA mentre è possibile osservare un effetto trascurabile della loro interazione. In dettaglio, è stato osservato un effetto quadratico negativo di X1 sulle variabili indipendenti, indicando che le variabili di risposta raggiungono un picco ad un determinato rapporto di core: shell e MD: GA, per poi iniziare a diminuire con ulteriori aumenti del rapporto core: shell e del rapporto MD: GA. Ciò indica che un elevato rapporto core: shell e MD: GA non è vantaggioso per migliorare ulteriormente il processo di microincapsulamento.
Le equazioni finali di LC, EE, EY e TC sono state codificate come segue:
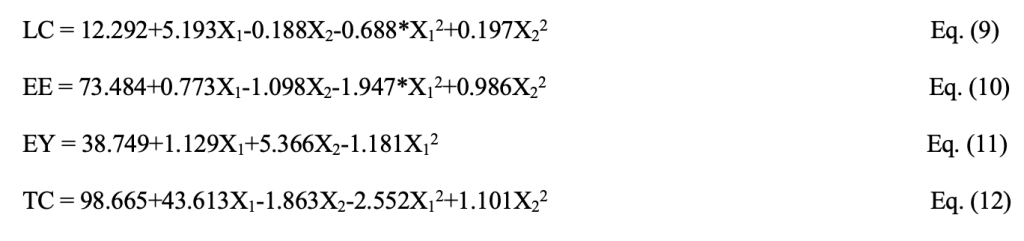
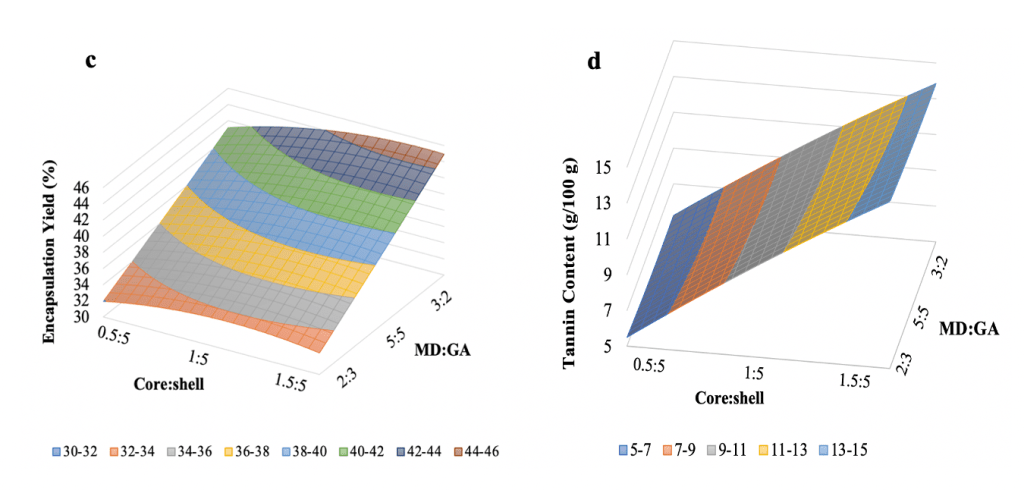
Per visualizzare la relazione tra la risposta ed i livelli sperimentali delle variabili indipendenti, sono stati costruiti grafici di risposta della superficie 3D secondo le equazioni 9-12 del modello polinomiale (Figura 2 a-b-c-d). I grafici di superficie sono uno strumento molto utile nell’indagine dell’effetto principale e degli effetti di interazione di due o più fattori considerati. Come è possibile osservare dalla Figura 2a, LC aumenta all’aumentare del rapporto core: shell in modo simile a TC (Figura 2d). Invece, il grafico della superficie di risposta in Figura 2b relativo all’Eq. (11) mostra che l’EE migliora aumentando il rapporto MD: GA con un rapporto core: shell vicino a 1: 5. L’EY aumenta invece con un rapporto core: shell di 1,5: 5 e un rapporto MD : GA di 3: 2.

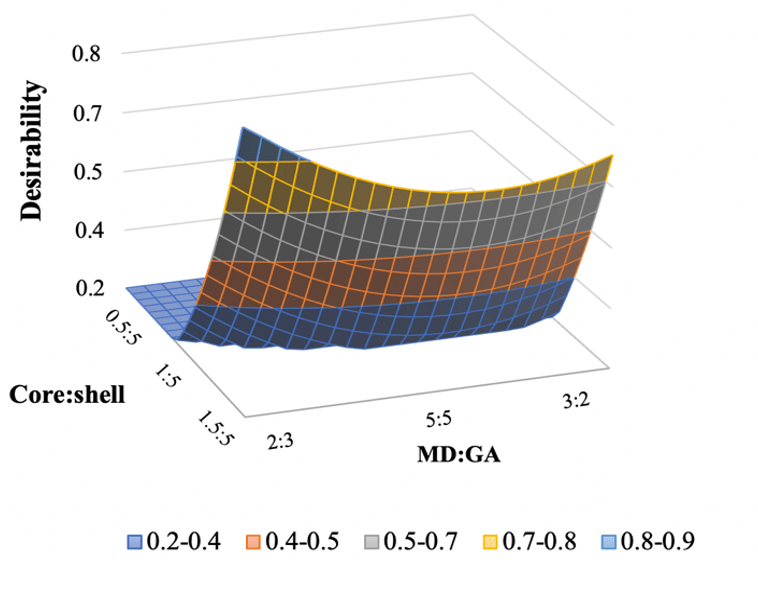
Utilizzando l’approccio descritto da Derringer e Suich (1980), è stata determinata la desiderabilità utilizzando le risposte LC, EE, EY e TC ed i parametri del modello determinati con il CCD. La formulazione ottimizzata sviluppata in questo studio è data da un rapporto core: shell 1.5: 5 e dal rapporto MD: GA di 2: 3 corrispondente alla massima desiderabilità di 0.9 come riportato nella Figura 3.
Microincapsulazione dell’estratto di lenticchie
Dopo aver ottimizzato la formulazione delle microcapsule utilizzando un estratto commerciale, sono state prodotte le microcapsule contenenti l’estratto di lenticchie impiegando i parametri suggeriti dal modello.
Nello specifico si è microincapsulatio l’estratto tannico con maltodestrine e gomma arabica in un rapporto 2:3 e con un rapporto core:shell di 1,5:5.
Le microcapsule ottenute sono state valutate in termini di loading capacity (LC), efficienza di incapsulazione (EE), umidità e attività dell’acqua (aw).
Le microcapsule così ottenute erano caratterizzate da un valore di LC del 21% ed un EE del 94% con un’umidità del 5,6% e un’aw pari a 0,26.
Digestione in vitro e valutazione cinetica di rilascio
Le microcapsule prodotte (e l’estratto tannico di partenza) sono state sottoposte a digestione in vitro per simulare il rilascio di composti fenolici/tannici. Il sistema digestivo dei ruminanti è stato simulato mediante l’impiego di buffer:
- Acetato buffer (pH 5.6) rumine
- HCl buffer (pH 2.2) abomaso
- Fosfato buffer (pH 7.4) intestino
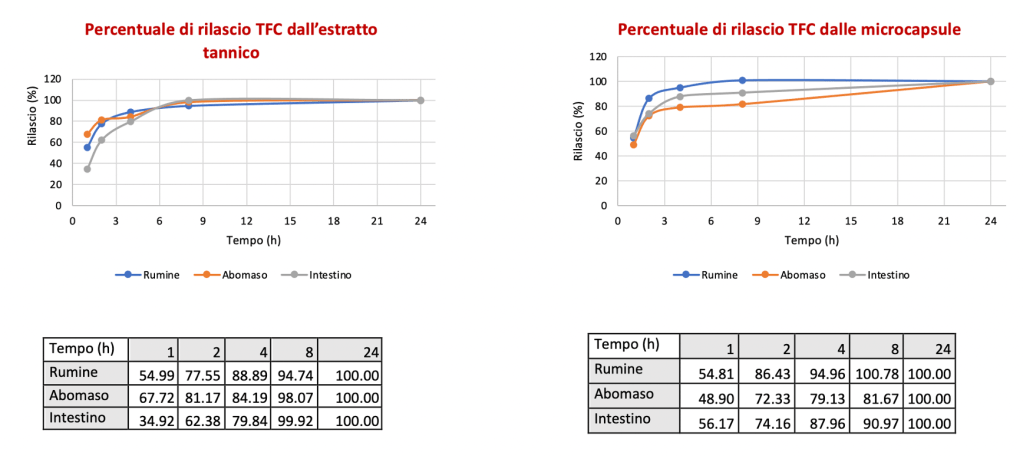
Nel dettaglio 400 mg di microcapsule (o estratto tannico) sono state sospesi in 100 ml di ciascun buffer e agitati delicatamente a 50 rpm. Dopo 1, 2, 4, 8 e 24 h, 1 ml di buffer è stato prelavato ed è stato caratterizzato in termini di TPC, TFC e CTC.
Il volume iniziale del buffer è stato mantenuto aggiungendo una corrispettiva aliquota di buffer fresco dopo il prelievo. Dalle concentrazioni di TPC, TFC e CTC è stata calcolata la percentuale di rilascio nei singoli buffer. Come si evince dalle Figure 4-5-6, mediante l’ausilio delle microcapsule a livello ruminale si ha un evidente rallentamento della percentuale di rilascio di TPC, TFC e CTC. Risultato positivo dal momento che è proprio a livello del rumine, dove avviene la bioidrogenazione degli acidi grassi, che bisogna garantire un rilascio graduale dei composti fenolici/tannici.